






關(guān)鍵詞 |
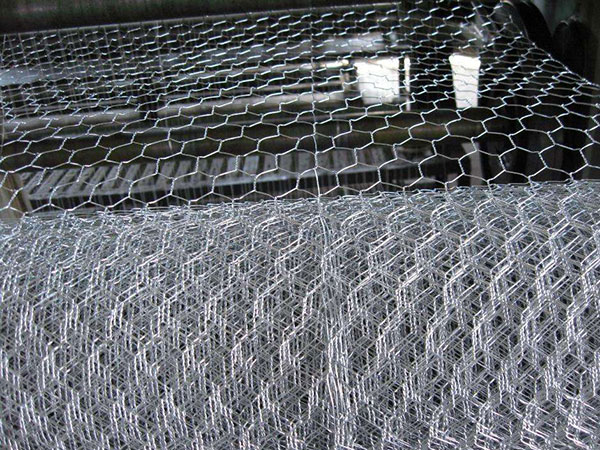
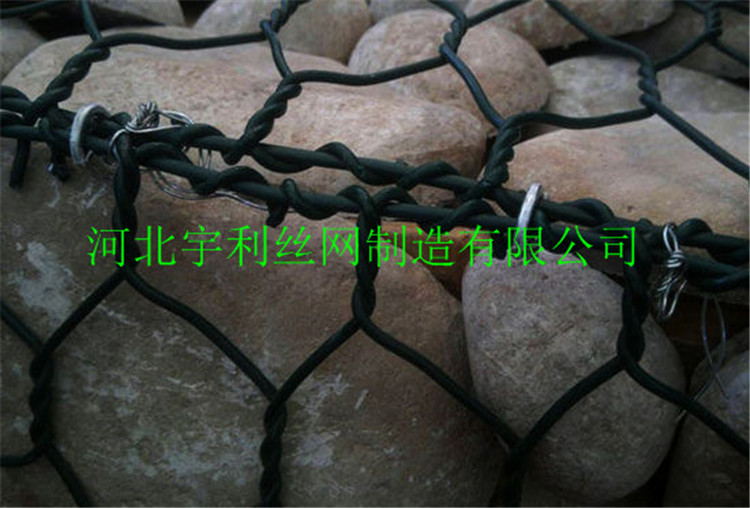
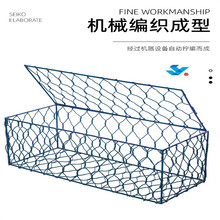
黃山格賓石籠,格賓石籠,PVC包塑格賓石籠 |
面向地區(qū) |
產(chǎn)地 |
河北 |
|
品牌 |
宇利 |
用途 |
多種用途 |
規(guī)格 |
可定制 |
編織工藝 |
其它 |
材料 |
鍍鋅絲 |
目數(shù) |
其它 |



 衡陽(yáng)市地區(qū)石籠網(wǎng)廠家24小時(shí)生產(chǎn)
衡陽(yáng)市地區(qū)石籠網(wǎng)廠家24小時(shí)生產(chǎn)
 云浮市地區(qū)雷諾護(hù)墊24小時(shí)生產(chǎn)工
云浮市地區(qū)雷諾護(hù)墊24小時(shí)生產(chǎn)工
 怒江州地區(qū)六角網(wǎng)24小時(shí)價(jià)格
怒江州地區(qū)六角網(wǎng)24小時(shí)價(jià)格
 六安市地區(qū)合金網(wǎng)片24小時(shí)批發(fā)商
六安市地區(qū)合金網(wǎng)片24小時(shí)批發(fā)商
 漳州市地區(qū)石籠網(wǎng)廠家24小時(shí)生產(chǎn)
漳州市地區(qū)石籠網(wǎng)廠家24小時(shí)生產(chǎn)
 喀什地區(qū)石籠谷坊24小時(shí)價(jià)格
黃山市地區(qū)格賓石籠網(wǎng)24小時(shí)報(bào)價(jià)
喀什地區(qū)石籠谷坊24小時(shí)價(jià)格
黃山市地區(qū)格賓石籠網(wǎng)24小時(shí)報(bào)價(jià)
 張掖市地區(qū)安平石籠網(wǎng)廠24小時(shí)生
張掖市地區(qū)安平石籠網(wǎng)廠24小時(shí)生
 畢節(jié)地區(qū)石籠網(wǎng)廠家24小時(shí)生產(chǎn)廠
畢節(jié)地區(qū)石籠網(wǎng)廠家24小時(shí)生產(chǎn)廠
 濟(jì)南市地區(qū)格賓網(wǎng)箱24小時(shí)批發(fā)商
濟(jì)南市地區(qū)格賓網(wǎng)箱24小時(shí)批發(fā)商
 昭通市地區(qū)覆塑石籠網(wǎng)24小時(shí)大型
昭通市地區(qū)覆塑石籠網(wǎng)24小時(shí)大型
 阿拉善地區(qū)鋼絲網(wǎng)片24小時(shí)生產(chǎn)工
阿拉善地區(qū)鋼絲網(wǎng)片24小時(shí)生產(chǎn)工
 揭陽(yáng)市地區(qū)格賓網(wǎng)卷24小時(shí)生產(chǎn)基
揭陽(yáng)市地區(qū)格賓網(wǎng)卷24小時(shí)生產(chǎn)基
 天津地區(qū)合金網(wǎng)片24小時(shí)生產(chǎn)工廠
天津地區(qū)合金網(wǎng)片24小時(shí)生產(chǎn)工廠
 丹東市地區(qū)鍍鋅石籠網(wǎng)箱24小時(shí)大
丹東市地區(qū)鍍鋅石籠網(wǎng)箱24小時(shí)大
 益陽(yáng)市地區(qū)格賓石籠24小時(shí)生產(chǎn)工
益陽(yáng)市地區(qū)格賓石籠24小時(shí)生產(chǎn)工
 衡水市地區(qū)鉛絲石籠網(wǎng)24小時(shí)大型
衡水市地區(qū)鉛絲石籠網(wǎng)24小時(shí)大型
 吉安市地區(qū)格賓網(wǎng)片24小時(shí)生產(chǎn)廠
吉安市地區(qū)格賓網(wǎng)片24小時(shí)生產(chǎn)廠
 遵義地區(qū)高爾凡石籠網(wǎng)24小時(shí)生產(chǎn)
遵義地區(qū)高爾凡石籠網(wǎng)24小時(shí)生產(chǎn)
 阿壩州地區(qū)格賓石籠24小時(shí)生產(chǎn)工
阿壩州地區(qū)格賓石籠24小時(shí)生產(chǎn)工

————— 認(rèn)證資質(zhì) —————
黃山本地格賓網(wǎng)熱銷信息
