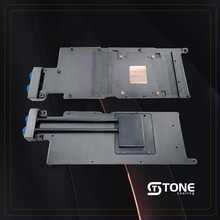
江門熱管散熱器大量供應(yīng),LED鋁合金散熱器
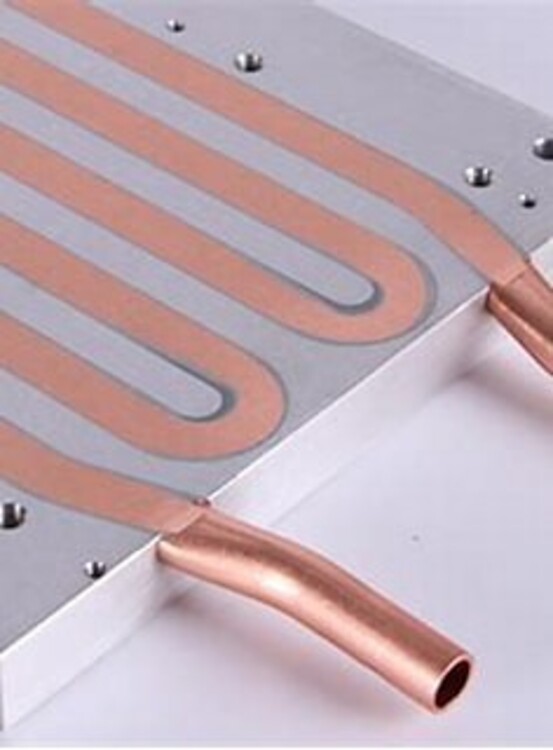
運(yùn)用擠壓工藝將冷軋鋼板過(guò)流道立即成形�����,然后通過(guò)機(jī)加工方法連通循環(huán)系統(tǒng)����,一般采用摩擦焊接、纖焊電焊焊接等焊接方法開展密封性�����,此加工工藝生產(chǎn)���,成本費(fèi)用低����;不太適合排熱相對(duì)密度太大��,表層不適宜過(guò)多螺絲口而限定水路邁向或減少穩(wěn)定性�����。廣泛應(yīng)用于:動(dòng)力鋰電池水冷式散熱加熱系統(tǒng)、分水鎮(zhèn)盒及其規(guī)范功率模塊一體化排熱商品����。

水冷板的承壓和泄漏測(cè)試 1)依照客戶規(guī)格對(duì)產(chǎn)品性能進(jìn)行測(cè)試 2)承壓和泄露測(cè)試。水冷板通常要求產(chǎn)品測(cè)試壓力為正常使用壓力的2~3倍���,保壓時(shí)間一般在15~120min之間���。 ?干燥的空氣通入產(chǎn)品,保壓2小時(shí)��,產(chǎn)品放入水中或者焊縫涂上肥皂液觀察產(chǎn)品是否泄露���。鑒于氣體的可壓縮性�,氣體測(cè)試通常比較危險(xiǎn)����,產(chǎn)品若承受不了氣體的高壓�,壓縮氣體瞬間釋放能量會(huì)產(chǎn)生爆炸,該方法在實(shí)際操作中較少使用 ?蒸餾水或者純凈水通入產(chǎn)品�����,保壓2小時(shí),產(chǎn)品置空氣中觀察是否滲水或冒水��。許多細(xì)小的泄露通常會(huì)冒極小的水珠�,觀察上時(shí)好用放大鏡在燈光下觀察。
一般說(shuō)來(lái)�,水冷板為無(wú)風(fēng)機(jī)設(shè)計(jì),輔以動(dòng)態(tài)���、����、智能化的冷卻技術(shù)可以有效降低制冷能耗的成本��,實(shí)現(xiàn)����、準(zhǔn)確的熱量交換,其缺點(diǎn)是存在意外漏水的弊端�����,因此��,對(duì)水冷板的加工制作工藝提出了很高的要求。 是一些大功率器件��,如SVG���、變頻器����、逆變器�、IGBT等等,這些器件都可以使用水冷板散熱器進(jìn)行散熱��,而且散熱效果非常好�。
標(biāo)簽:江門熱管散熱器熱管散熱器原裝現(xiàn)貨
信息由發(fā)布人自行提供,其真實(shí)性����、合法性由發(fā)布人負(fù)責(zé)。交易匯款需謹(jǐn)慎�����,請(qǐng)注意調(diào)查核實(shí)�。
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)