Hi,歡迎來(lái)到黃頁(yè)88網(wǎng)!
-
客服中心 |
-
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)
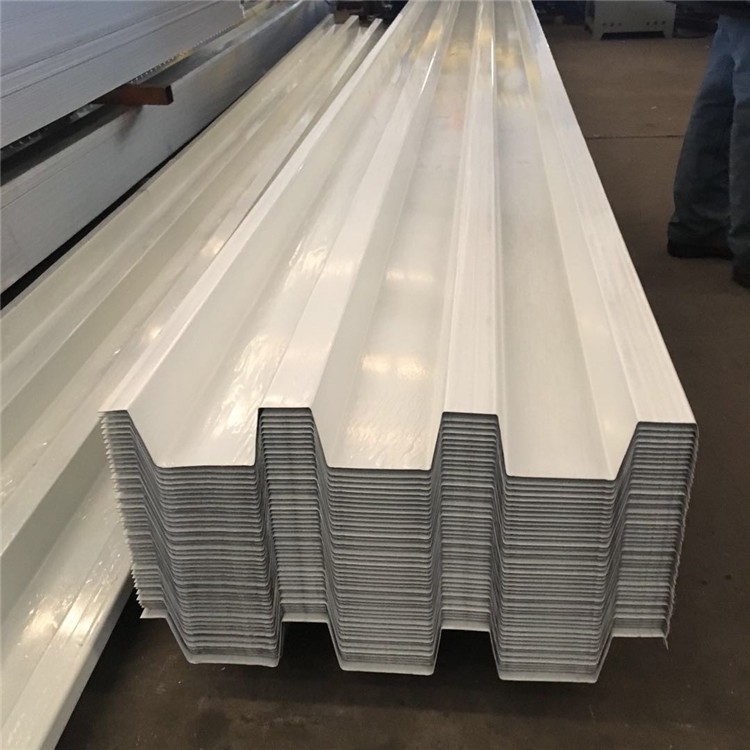
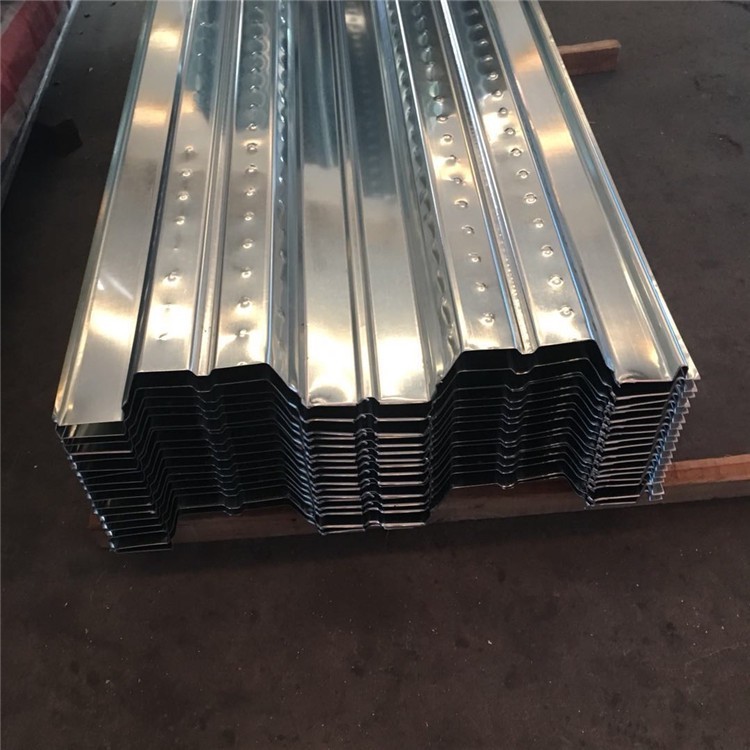
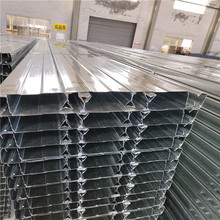
工藝冷彎常用厚度0.8/1.0/1.2mm基板鍍鋅板用途鋼結(jié)構(gòu)建筑模板類別組合樓承板是否可拆否有效寬度688mm樓承板型號(hào)YX76-344-688峰距344mm峰高76mm
基板表面粗糙度對(duì)鍍鋅的影響